Статьи/ Перспективы производства отливок из ЧШГ аустенитно-бейнитного класса
Перспективы производства отливок из ЧШГ аустенитно-бейнитного класса.
Корниенко Э.Н., Панов А.Г., Хальфин Д.Ф.
Страницы: 1
| 2 |
3 |
<<...
Технологии термической обработки
Термическая обработка выполняется в два этапа. На первом этапе заготовка нагревается до температуры
аустенитизации (как правило, это температуры в диапазоне 880-950°С) и выдерживается при этой температуре до полного превращения металлической
основы в однородный аустенит. При этом для нагрева используются либо соляные ванны с расплавом NaCl, либо термические печи с защитной атмосферой.
На втором этапе заготовка быстро извлекается и помещается в закалочную ванну с температурой охлаждающего
реагента выше температуры мартенситного превращения. Как правило, в качестве охлаждающего реагента применяют расплав калиевой и натриевой
селитры, взятых в соотношении 1:1. Эту операцию надо проводить аккуратно, соблюдая необходимые меры безопасности, так как при местном перегреве выше
температур 550°С указанный расплав селитры становится взрывоопасным. Кроме того, пары солей являются экологически и гигиенически вредными, что
предъявляет дополнительные требования к системам вентиляции и очистки.
После выдержки в соляной ванне и последующего охлаждения на воздухе заготовкам, как правило, не требуется
дальнейший отпуск или старение. Однако отливки необходимо очистить от закристаллизовавшейся на поверхности корочки селитры либо растворением,
либо механическим способом. При этом требуется утилизация получающихся технологических отходов.
Вообще говоря, технология изотермической закалки является на сегодняшний день самым слабым местом в
процессе изготовления деталей из аустенитно-бейнитных чугунов с шаровидным графитом. Известны попытки решить этот вопрос с помощью использования в качестве охлаждающего реагента
псевдокипящего слоя металлического песка при температуре изотермического превращения. Однако, кроме теоретических и лабораторных исследований в
этой области, производственные достижения нам не известны.
Поэтому перспективным решением указанных проблем является организация специализированных цехов, либо
комплексов изотермической закалки с минимальным присутствием человека, что уже находит широкое распространение в зарубежной практике.
Практика освоения получения деталей из АБЧШГ в ООО «НЭК», г.Елабуга
Освоение производства АБЧШГ и исследование влияния режимов термообработки на его механические свойства и
микроструктуру проводили на отливках «зуб ковша экскаватора» (рис.1).
Рис.1 Зуб ковша экскаватора.
Чугун имел следующий химический состав, %: 3,7 С; 2,3 Si; 0,4 Mn; 0,012 S; 0,04 Cr; 1,5 Ni; 1,0 Cu; 0,04 Mg.
Режимы термообработки и полученные результаты (Таблица 3) приводим далее:
- Режим 1: Литое состояние (без Т/О)
Твердость: 268 - 270 НВ.
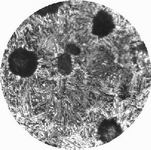
Микроструктура: Графит шаровидный правильной и неправильной формы размером от 25 мкм до 45 мкм, отдельные включения графита – до 60 мкм.
Распределение - неравномерное. Количество графита по площади 10% (рис.2а).
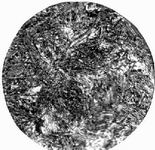
Матрица перлито-ферритная, феррита до 8%, а по краю шлифа - до 30%. Перлит пластинчатый дисперсностью Пд 1,0÷1,6(рис.2б).
 |
 |
| Рис.2а Структура образца в литом состоянии (нетравленый, x100) |
Рис.2б Структура образца в литом состоянии (травленый, x500) |
- Режим 2: Аустенитизация при Тауст 900°С в течении τауст 2 часов, изотермическая закалка и выдержка при
температуре Ти.в. 300°С в течении τи.в. 0,5 часа, охлаждение в воде и последующий отпуск при температуры 300°С в течении 3 часов.
Твердость: у края ~50,3 HRC , в центре &asimp;47,1 НRC (среднее значение из 30 измерений).
Микроструктура: Графит шаровидный правильной и неправильной формы, отдельные включения компактной формы. Размеры включений от 25 мкм до 60
мкм. Распределение неравномерно. Количество графита по площади 8-10% (рис.3а).
Металлическая основа у литого края игольчатая, участки с полураспавшимися иглами (рис.3б); к центру – структура грубо игольчатая,
встречаются участки в виде пакета параллельных пластин (рис.3в, г). Количество остаточного аустенита незначительно.
 |
 |
| Рис.3а. Структура образца с режимом – 2 (нетравленый, x100) |
Рис. 3б. Структура образца с режимом – 2 у края (травленый, x500) |
 |
 |
| Рис.3в. Структура образца с режимом – 2 в центре (травленый, x500) |
Рис.3г. Структура образца с режимом – 2 в центре (травленый, x1000) |
- Режим 3: Аустенизация 900°С в течении 2 часов, изотермическая закалка и выдержка при температуре 300°С в течении 0,5
часа, охлаждение в жидком азоте и последующий отпуск при температуре 300°С в течении 3 часов.
Твердость: у края ~51,8 HRC , в центре ~44,5 НRC (среднее значение из 30 измерений).
Микроструктура: Графит шаровидный правильной и неправильной формы, отдельные включения компактной формы. Размеры включений от 25 мкм до 60
мкм. Распределение неравномерно. Количество графита по площади 6-8% (рис.4а).
Металлическая основа грубо игольчатая (бейнит, мартенсит), встречаются участки в виде пакета параллельных пластин (рис.4б).
Остаточный аустенит в незначительных количествах.
 |
 |
| Рис.4а. Структура образца с режимом – 3 (нетравленый, x100) |
Рис. 4б. Структура образца с режимом – 3 (травленый, x500)
|
... Продолжение статьи>>
Корниенко Э.Н., Панов А.Г., Хальфин Д.Ф. Перспективы производства отливок из ЧШГ аустенитно-бейнитного класса // М: Литейщик России, 2004, № 6. – с. 11-16.
Страницы: 1
| 2 |
3 |
Перейти к разделу "Статьи"
|





